The rear firebox mount appears as an curved sheet that attaches to a support that mounts to the side frames and connects to the bottom of the firebox. The ash pan attaches to brackets on the front and rear of the mount. An ash pan section is shown at the rear below the cab floor, probably used by the crew during clean out near the firebox door to catch clinkers and hot ash scrapped out the door.
The ash pan will be a separate structure bonded in place on the brackets attached to the rear (and front) firebox mounts.
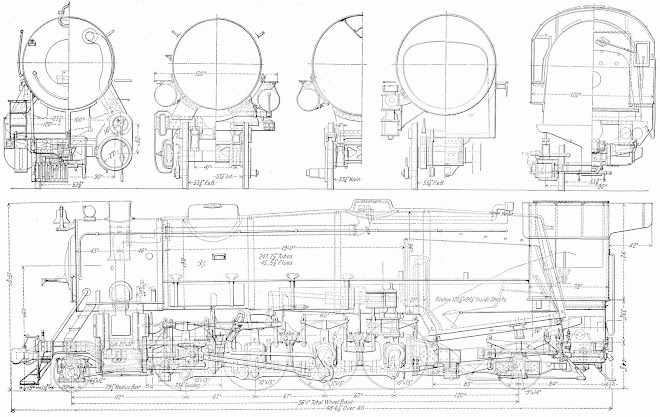
The view at left shows the general shape of the rear firebox mount sheet showing bolt details for the attachments to the firebox bracket and the mount brackets on both sides of the side frame. Ash pan brackets are not shown in this view. They will be located based on the side view above. The ash pan will be a separate piece that will likely be bonded in place between the front and rear firebox mounts and will have sections at the front of the front firebox mount and rear of the rear firebox mount to complete the pan structure.

The rear firebox mount attaches to a cross frame structure that in turn is attached to the side frames. The side view above indicates that the firebox mount is attached to a frame structure between and outside of the side frames. The mount support structure is close to the rear truck spring mount and may wind up with cross connections to stiffen the outboard edges of the portions outside the side frames. Photos of various locomotives will be analyzed to determine it they may be a composite structure.

The support structure for the rear firebox mount is assumed to be about where shown in highlight on the drawing extract at left based on the end view. The support has one rib at the top and may have another at the bottom to provide rigidity fore and aft as shown in the end view extract previously shown. The section views on the drawing do not provide clear separation of details. It would be helpful if a top or bottom view were available, however, the USRA plan obtained from the internet does not include those views.

The 3D CAD design was started by designing the support frame that will be located between and outside of the side frames. Flanges were added to provide stiffness as is suggested in the drawings. The rear firebox support sheet will be attached to the rear of this portion and bolt details added. The firebox support sheet is bent twice at small angles as it rises above the support. The final angle is 9 degrees and the first portion is assumed to be about half that based on the side views. This will give and end view that closely approximates the drawing.
The lower third of the rear firebox sheet is shown attached to the support brace in the 3D CAD model at left. This portion is vertical mounted on the brace. The next third will be tilted at a 4.5 degree angle and the top third will be tilted at 9 degrees putting the joint with the firebox at a right angle.
The CAD illustration at left shows the completed rear firebox support less bolt details. The vertical sheet is composed of three portions, the lower is at 90 degrees to the support frame, the second is tilted at 4.5 degrees from that and the top is tilted at 9 degrees from vertical as shown in the plans. The plans show top bracket attachments to the firebox rear and another set of brackets to attach the ash collection funnel box that rides below the firebox and drops down between the side frames. The ash funnel will be a separate part.
After the main support sheet is designed, support brackets are attached that will support the firebox at the top and ash funnel at mid point. The ash funnel brackets are angle iron sections as are the top firebox supports. The top bracket is angled over the top and does not protrude out the rear. The next step will be to add bolt details.
The next illustration shows the rear firebox mount with bolt detailing. This completes the design of the part. The next step is to integrate it unto the previously designed rear frame assembly.
The rear firebox support is shown mounted on the rear frame assembly at left. Other major detail component parts include the truck spring mounts and truck equalizer bar mounts. The truck spring mounts are just forward of the rear firebox mount while the equalizer bar mounts are just aft of the forward firebox mount.












 The drawing at left shows the 3D CAD model of both the right and left sill structures. They are mirror images of one another. They are composed of individual plates in a manner very similar to the prototype locomotive. Bolt detail was added where shown on the plan.
The drawing at left shows the 3D CAD model of both the right and left sill structures. They are mirror images of one another. They are composed of individual plates in a manner very similar to the prototype locomotive. Bolt detail was added where shown on the plan.


 The overall frame assembly will eventually include the front cross support, rear sill cross support and various other detail components such as the equalizer lever mounts, truck spring mounts and several detail components under the cab area.
The overall frame assembly will eventually include the front cross support, rear sill cross support and various other detail components such as the equalizer lever mounts, truck spring mounts and several detail components under the cab area.




 The main driver wheel design was revisited with the aim to hollow portions and reduce the printing time as was recently done with the axels. The main driver wheel requires 1.076 cubic inches of material and would require about 20 minutes to print with a solid design.
The main driver wheel design was revisited with the aim to hollow portions and reduce the printing time as was recently done with the axels. The main driver wheel requires 1.076 cubic inches of material and would require about 20 minutes to print with a solid design.

 In reviewing the BFB-3000 specs the deposition rate of material is listed at 15 cubic mm/sec. This rate is driven by the machines rate of melting the ABS filament material. The various axels contain upwards of nearly 0.55 cubic inches of material. It would require about 10 minutes to produce the main axel. The duration can be reduced by hollowing out the axel. The hollow axel takes about 5.4 minutes to deposit.
In reviewing the BFB-3000 specs the deposition rate of material is listed at 15 cubic mm/sec. This rate is driven by the machines rate of melting the ABS filament material. The various axels contain upwards of nearly 0.55 cubic inches of material. It would require about 10 minutes to produce the main axel. The duration can be reduced by hollowing out the axel. The hollow axel takes about 5.4 minutes to deposit. 

