Revised: 10/11/2012 Subject To Revisions
Designing The Large Half-Cylinder Part For 3D Printing
The cylinder assembly is quite large, too large to be made at one printing. The prototype plans provide an overall width dimension of 123 and 1/2 inches. That translates to 5.146" for the model. Large parts of this kind of dimension would warp or have a raft to support release which would distort at least a portion of the part. The author decided to make the cylinder section in two halves.
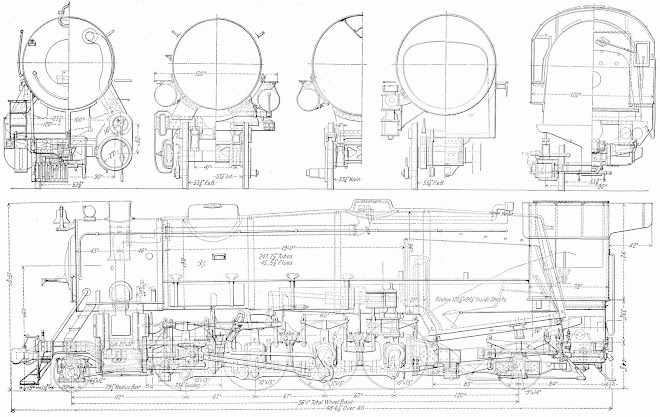
Plan Section Views With Cylinders Highlighted
The plan section view above shows two half-sections showing the cylinders. The width and height are such that it is believed that the 3D printer will do a better job with only half of the cylinder section at a time.

Side View of Cylinder
The cylinder main block is also symmetric front to back as can be seen in the side view below. The view shows the internal structure beneath the insulation lagging. That detail will not be shown on the model, only the exterior of the cover lagging over the insulation. The above view also shows detail of the interior of the steam feed pipe coming into the valve section. The author will only show a straight hole in order to reduce the amount of ABS material needed to make the part.
Other details are revised to provide a means to mount the cylinder with screws. Since the two halves are identical, the author provided a feature to help align the two halves for gluing. The cylinder assembly will then be bolted to the frame. Included is also a feature to provide a means to bolt the front of the boiler assembly in place with access to a screw down through the chimney.
Below are a series of views of the finished part 3D CAD model taken from the Alibre design software.

Front View of Half-Cylinder Block

Top Center Front View of Cylinder Half
The interior of the half-cylinder bock between the cylinder and valve bores is hollow as well, again to save material. This is similar to prototype practice where the cylinder block is a large sand casting with passages for steam to enter and exhaust. The bores are machined to exact dimension on the prototype and the front and back are machined to accept the bore covers. The author will make the covers separately and glue them in place.
The region above the frame just inside the cylinder bore is made thicker to be tapped for mounting bolts that will penetrate vertically up from the bottom of the frame to secure the cylinder block in place. There is a boss located at the center with a half round groove at the top of the center region. When the two halves are glued together a full boss will be created which will then be tapped for a bolt used to secure the front of the boiler. That bolt will be accessed down through the exhaust stack of the locomotive.
Also on the half-cylinder block has a rib at the rear edge of the opening down the center line that protrudes over the center line. Two halves will then be mated with those ribs entering the opposite half as they come together making it easier to achieve alignment.

Bottom Rear View of Half-Cylinder Block
As seen from the bottom rear the various hollowed out sections are obvious. The cylinder block will rest on the locomotive frame along the flat horizontal wall that is closest to the inside of the cylinder. The cylinder block will be drilled in place on the frame then removed and tapped. The frame holes will be enlarged by drilling with a bit size that allows the bolts to slide through. The rectangular boss with the groove protruding down from the top center of the opening at the center line is half of a bolt boss that will be drilled to size and tapped through the groove region. The boss will be used to provide a threaded section to accept the bolt holding the front of the boiler in place.

Outside Rear (or Front) View
The half-cylinder is fully symmetric so that two can be joined at the center to form the full cylinder block. Covers for the cylinder and valve openings will be made separately and glued in place. Those at the rear will have holes for the cylinder and valve shafts. The front and rear covers will differ at the center to include those holes. The rear cylinder covers will also have supports for the slides.

Top Side View of the Half-Cylinder Block
The view above shows the outside of the cylinder block. The outside has some of the lagging detail. The lagging covers the cylinder exterior to provide insulation to reduce heat loss to the air outside the cylinders and valves. The steam pipe has air insulation inside on the prototype. The author's model shows a row of bolts down the front and rear vertical ribs indicating that the cylinder halves were bolted together. This may or may not have occurred on prototypes depending on how they elected to make the large cylinder castings.
Statistics of the Alibre 3D CAD design include: 24 features (15 extrusions, 3 mirrors, 6 fillets), 560 edges, 208 faces and 369 vertices.
Future postings will show results of attempts to build actual 3D printed ABS parts. The author intends to use this model to build the part oriented as shown in the last view with the boiler saddle up and frame mounting region down. That way the parts should have good definition along the outside and top of the printed part and less residue of support material to clean off in areas where the model surfaces can be viewed the most.
Building the Parts in the 3D Printer
The first step after designing the part in the Alibre 3D CAD software is to output the result in STL format. That file in turn is the input to the BFB 3000 conversion program Axon. The Axon software translates the STL file into a BFB file that is used to build the part on the printer. File transfer between the Alibre 3D CAD program and the Axon program is through windows on the computer. File transfer between the Axon program and the BFB 3000 printer is via a computer stick.
Axon Display of Part and Support Material
The Axon software displays various outputs including the one above that depicts the part in red and support material in blue. The Axon software indicated that this build would be in 538 layers. Since the part and support material use separate print heads the overall build cycle will be quite long in duration with the need to switch heads on each layer. Head switching takes a couple of minutes to warm up the next head on each change.

Just Finished Part in Printer
The printing took 17 hrs 13 minutes. No evidence of part separation or serious distortion was observed. The view above shows the part on the build platform of the BFB 3000 printer. Below are the reels of ABS build material.

End View of Part in Printer
The end view of the part above shows the green ABS support material used as a framework for subsequent layers of black ABS part layers. Support is needed for sections that have no part material to provide support. The bottom most layer of green ABS is the raft which is deposited directly on the build platform. A tool provided by 3D systems with the printer is a sort of thin metal blade used to slide under the part and separate it from the platform.

Side View of Part in Printer
The part black layers came out fairly smooth and mostly free of support material as expected.

Part and Support Assembly After Removal from Printer
The photo above shows a top front view of the part and support material after being removed from the printer.

Part Front View with Ruler
The ruler in the above photo shows the approximate height of the part. A build of this vertical dimension required 538 printing layers to complete. Each layer required a number of minutes to print after the particular head warmed up to printing temperature.

Top Outside View

Top Inside View

Part Front Outside View After Support Material Removal
Pliers were used to peel away most of the support material which came away easily. Some residue strips remained to be removed with model knife or sanding wheel.

Inside Rear Top View
Support material inside the hollow center of the part will not be removed fully, just enough for the alignment flange to fit in from the mating part half.

Residue Stripes After Support Material Removal
Residue stripes of support material remain attached after pliers removal from the part. They will be removed using either a model knife or sanding wheel later.

Interior View of Part Center Section
The part center section interior is filled with support material which will not be removed more than shown in the above photo since it will not be visible once the two halves are joined.

Top Rear View of Part After Support Removal

Bottom Inside Rear View of Part After Support Stripe Removal
The bottom region of the part had quite a few residue stripes which were removed mainly with the sanding wheel. Small rough spots were trimmed with the model knife.

Front Outside View of Finished Part

Rear Inside View of Finished Part

Outside View

Front View

Top Front View

Bottom Rear Lower View
The successful build of the above part has triggered a build of a second identical part. The two parts will be glued together to form the cylinder section of the locomotive. After assembly it will be drilled and tapped for mounting to the frame and boiler firebox mounting. Separate builds of front and back valve and piston bore covers will be made and glued in place.

Second Half-Block Beside First Part

Both Cylinder Block Halves Held By Robber Bands
The two halves were joined with CA superglue and held together with rubber bands while the glue cured.

Fit Check of Temporarily Assembled Cylinder

Closer Rear Engineer Side View of Cylinder Block on Frame

Front View of Cylinder Block on Frame
The next steps will be to drill mounting holes through the frame into the cylinder block. The holes in the frame will be enlarged to clear the bolts and those in the cylinder block tapped to thread them.

Locomotive Frame Inverted on Drill Press For Cylinder Screw Holes

Frame Inverted in Drill Press With Cylinder in Location

View of Bottom of Cylinder Block After Hole Drill and Tapping