
Revised: April 25, 2014 Subject to Revisions
Assembling The Firebox And Attaching To Boiler - 4/25/2014
Once all the firebox parts were printed the next step is to assemble the overall firebox in preparation to attaching it to the rest of the boiler. The first step was to bond the lower rivet panels to the main structure.
Rivet Panels Held In Place While Super Glue Hardens

Firebox Section With Rear Panel Being Glued

Preliminary Fit Check Of Air Baffle and Clinker Chute


After Adjustments the Firebox Section is Attached to the Existing Boiler
The tape measure in the photo shows that the locomotive alone is about two feet long. The tender will perhaps be about 60% of that length or so. The overall model will be a bit over three feet long.

All Five Boiler Sections Assembled

Bottom View of Assembled Boiler Showing Clinker Chute at Bottom of Firebox

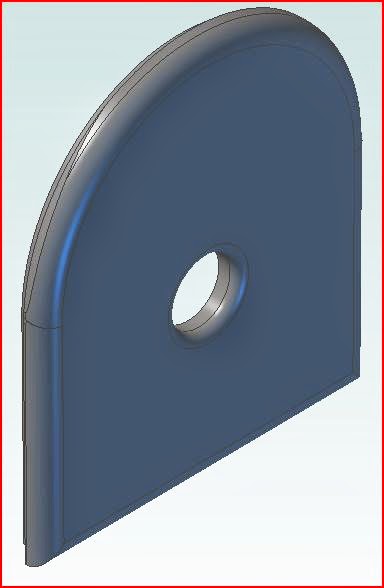
Side View of Firebox Section

Pressure Relief Valve Glued to Top of Firebox Section
At this point the boiler is ready to have the hold down screws placed to keep the boiler in place when the model is handled.
Boiler Hold Down Screw Assembly and Placement - 4/25/2014
The front hold down screw was designed to be accessed through the smoke stack while the rear hold down screws were to pass through the rear frame into the clinker chute. One problem became apparent right away, small cross point screwdrivers were not long enough to reach the front hold down screw through the smoke stack and further locating the front hold down screw could not readily be located well enough for my patience.A screw holder and driving device was designed and added to the parts list along with an extension at the bottom of the smoke stack to guide the screw in place. The two bosses put on the clinker chute worked well and just fit inside the rear frame. These would be co-drilled with a tap size drill bit for 2-56 screws.
The front screw was already a 4-40 screw drilled and tapped into the cylinder saddle at the center ready for the hold down screw to pass through a boss inside the smoke box section. I could have opened the smoke box front and placed the screw in place OK, but the screw drivers readily available would not reach it down through the smoke stack.

3D Printed Parts Of Front Hold Down Screw Extension as Printed

Front Screw Hold Down Extension Parts After Clean-up

Screw Extension Laying Down With Screws and Smoke Stack Extension Standing up

Preliminary Fit Check of Parts with Smoke Stack


After Assembly of the Extension and Smoke Stack Extension

Overall Assembly of Extension Inside Smoke Stack Extension
Once the front hold down extension was completed and the boiler attached to the cylinder the rear screw holes were drilled through the rear frame into the bosses on either side of the clinker chute to attached the rear of the boiler in place using 2-56 screw hardware. This was done in two steps, first drill with a #51 tap size drill bit through the frame and boss, then remove the boiler, tap the holes in the clinker chute and drill clearance holes for the 2-56 screws through the frame.

Rear Boiler Hold Down Screws Through Rear Frame Into Clinker Chute Bosses

Top of Screw Extender Seen Through Smoke Stack
A number of other boiler and chassis details are called for as well such as headlight, bell, generator, compressor, walkways, grab bars, air tanks and pistons under the walkway, many pipes and tubes, etc. Some of the small items will such as hand rails and tubes will probably be made from either small metal or plastic tube.
More details are needed on the chassis as well such as the front coupler, ladders up to the walkways at the sides of the engine and some of the under cab details such as the water pumps and piping in that area.
I might start on design of a tender using a set of 7 1/2" gauge live steam plans I have for a C&O mikado. In another blog I have been reporting progress making a "G" gauge aluminum version from the C&O plans starting with the wheel sets for the trucks. The 3D printed version for this larger 1/24th scale model can lift those and rescale them for the ABS tender model to go with this locomotive engine.
Finally a Reasonable Pressure Relief Valve - 4/18/2014
Switched from Axon 3 to Axon 2 version of the .stl file conversion software and got decent a decent part printed. I have had good success with small parts in past with it. The Axon 3 version of larger parts works better than those done with Axon 2 generally.
Axon 3 version in rear, Axon 2 version in front of Pressure Relief Valve
For some unknown reason the Axon 3 printed many small protrusions all over the part and did not fully fill out some portions of the part correctly. Axon 2 did a much better job making this quite small part, about 7/8" long, 5/8" high and 3/8" thick. Fortunately I did not do away with Axon 2 when Axon 3 became available. Axon 3 compiles the part print program much, much faster and has a few more options, but has trouble with small parts as shown above.
I will now clean up the parts and assemble the firebox section. Some preliminary fittings on the locomotive frame indicate that some trimming and adjustments will need to perhaps be made. The frame rear hold down bolt holes need to be located, drilled and tapped. A new hold down bolt assembly for the front down the smoke stack needs to be fabricated and checked that will permit easier alignment of the bolt at the bottom of the smoke box section that goes into the cylinder assembly. This is part of the smoke box section of the boiler and will be reported in another blog entry.
Also, the springs need stiffening and the spring U clamps need to be glued to the spring ends to keep them in place while handling the model. This is work on the chassis and will be reported in another blog entry.
Finally Having Success Making Firebox Parts With Modified 3D Printer - 4/16/14
After modifying the BFB-3000 printer with the heated Z platform and learning how to make and use ABS Glue, most of the parts for the firebox have been made successfully needing only some cleanup and/or patching with filler to clean up holes, etc.The general plan for the firebox section consists of making seven parts in all and gluing them together to make the entire firebox section. The assembled firebox section will then be glued to the rear of the steam dome section to complete the bulk of the boiler, less most details such as pipes, walkways, etc.

3D CAD View of Completed Firebox Section
The CAD view above shows the intended firebox assembly that will be attached to the previously built boiler sections. The locomotive cab will later be attached to this section. The firebox section is composed of seven parts shown in the exploded view below.

Exploded View of Firebox Section of Boiler
The firebox section consists of 1) main structure, 2) engineer side rivet panel (top right), 3) fireman side rivet panel (left center), 4) Back panel (right center), 5) Air intake baffle (middle below main structure), 6) Clinker Chute (bottom middle) and 7) Pressure relief valve (top middle). These parts will be glued to the main structure before attaching the firebox section to the rest of the boiler.

Main Structure After Clean-up

Air Intake Baffle after Printing before Clean-up

Rear Panel After Printing before Clean-up

Engineer and Fireman Side Rivet Panels After Clean-up

Clinker Chute After Printing Before Clean-up
The pressure relief valve is a very small part, I have attempted it twice now with no good results, just a mangled mess. I had used Axon 3 conversion software for it as had been done on the other parts with no success. I will try using Axon 2 conversion software as that had success in making many small parts in past.
I have been delinquent in keeping up the blog, and the building of the model as well due to family affairs that have prevented regular work. I hope to accelerate my pace now as the problems are quieting down and I should have more time to build. The next blog entry to the firebox section should show assembly details and perhaps attachment to the boiler.
Modifying My BFB-3D Touch 3D Printer With a Heated Build Platform
Been having so much trouble with my original build platform that I broke down and ordered a heated glass platform kit from GRM Products, Hudson, New Hampshire. It comes with the platform ready to install with all parts except the 3 tie wraps as one assembly, wire cables and all. It took about 1/2 hour to install and worked right out of the box, heated that is. Great start.
BFB Touch 3D Printer With GRM Products Heated Glass Build Platform
Although the platform now heats (which may cure the problem of large part build warpage and tendency to lift of the build platform), it was quickly discovered that even relatively small parts would not stick to the platform. I went to the web, mainly on YouTube and found out many suggestions including using Kapton tape, blue painters tape (original), ABS glue and various other methods.
I tried using blue tape and it melted! I found out that I was using the new 3M Exterior blue tape AND that I had set the heads to close to the glass bed. I then tried original 3M blue painters tape it stuck well to the glass of course and the test article stuck very strongly and stayed flat. I had run all test prints at 110 degrees C.

A Couple of Test Prints Directly on Heated Glass Bed

Test Piece Made on Original 3M Blue Painters Tape
Obtained a 2" wide roll of the original 3M Blue Painters tape and attached adjacent strips on the bed with little or no gaps between strips. Folded the ends over so they would not stick to the glass outside the heated area so I could easily grasp the strips for removal after the run. Used powder free Latex medical exam gloves to avoid getting finger oils on the part side of the tape strips.
The resulting piece was experimental made with Axon 3 build code software from BFB (Bits From Bytes, now part of 3D Systems). The white ABS uses new novel support posts and the part itself was a 1/16" thick step pattern with a few holes to evaluate the ability to build thin parts this way. The part stuck very strongly to the blue painters tape without using any form of glue. It may be that certain glues should be used to reduce the stick. I also calibrated the "Z" axis of the printer so that a slight gap existed between the extruder nozzles and the surface of the blue tape. I believe the gap can be even greater based on the extreme stick of the white ABS to the blue tape. I was able to remove the part using the thin metal removal tool provided with the printer OK. It took some patience and a fairly strong push in many places around the part before it finally came off.
A residue of tape glue was left on the glass surface. It came off readily with a few minutes soak with Windex glass cleaner. I scraped the glass clean using the removal tool with it's flat straight edge and wiped the glass clean with a clean dry cloth.
The next test will be to try a much bigger part, I'm considering going back to the baseline firebox design, removing the rivet detail on the sides, thinning the sides to permit later attachment of flat panels with the rivet detail and making the whole firebox in one piece as was originally planned. Only the back panel that goes inside the cab and the relief valve assembly would left off as was originally planned as well. They, along with the clinker chute would be added later to complete the entire firebox.
I hope to report more often assuming that the new heated bed works well allowing big and little parts to made more readily.
Preparing The Firebox Core For Attachment to Boiler - 10/25/2013
The round core for the firebox had raft and support material (white) attached that needed to be removed. The firebox core has a reduced diameter rim so that it will fit into the steam dome section just in front of the firebox.The firebox core has a reduced lower diameter so that the lower flat sides for the firebox and bottom portions can later be aligned as they are attached.

Firebox Round Core Temporarily Attached to at Rear of Boiler

Rear View of Boiler Core Temporarily in Place

Side View of Locomotive model With Firebox Core in Place
The next actions will be to design and fabricate the remaining sections of the firebox; flat lower sides, bottom firebox front, clinker chutes at bottom, rear of panel of firebox. The intent is that all of the firebox parts will be bonded together with glue and the entire assembly bonded in place as shown in the above photos.
The sides of the clinker chutes will be located between the rear frame members. Bosses on those chutes will be drilled and tapped to accept screws that will go through holes in the rear frame to hold the rear of the boiler assembly in place on the locomotive frame. There is already threads for a single screw that holds the front of the boiler to the cylinder assembly at the front. That screw is accessed down through the smoke stack.
Success Finally Printing Key Part of Firebox - 10/9/2013
Tried to print the firebox as a single large part, no success, then tried a number of sections, no success either.
Seven Trials to Print Firebox
Decided that since the previous sections of boiler were round that a round section of the top with slightly downsized bottom round might print OK. The round rings on either side of the semi-round sections were that round portion, their bases separated as well.
Readjusted the 3D printer to print the base thinner on the platform to promote adhesion.

Successful Print of the Firebox Fully Round Section
The fully round section shown above has the rounded top portion that is exposed and a rounded bottom section that is reduced in size a bit to allow the rectangular sides and bottom to be attached after they get printed. The taper of the top is inside the cab and will have the back of the boiler after it gets printed. This portion of the firebox still is to be removed from the white base.
As can be seen in the ruler this portion is about 4" in diameter. The height of the highest portion of the tapered top is nearly 5" tall.
Time Gap in Blog - 8/17/2013
It's been a good long while between the previous blog post and this one. Many issues arose that forced a postponement. Bypassing other personal issues, one issue regarding the 3D printer is worth mentioning.About two months back the printer kept jamming the feed into extruder #1, on the left side. I cleaned, reloaded, and did many things to no avail, it would feed a few feet of material and stop feeding as if it were jammed. I gathered that perhaps the extruder temperature was a bit too low. This could be caused by several things such as the control board, cables to the extruders, heater or sensor on the extruder. It could also be caused by something jamming the extruder on the inside.
The first thing I tried was to switch the control cables on the the control board so that the signals that had gone to extruder #1 went to extruder #2 and vice verse. My thinking was that extruder #2 worked fine and if the control board or cables were an issue it would cause the problem to reverse. If the problem was with the extruder it work as before. After the switch and another reloading of material, the exact same result occurred. After feeding a few feet into extruder #1 it would stop feeding while extruder #2 would feed normally. The problem was therefore with the extruder itself.
I contacted the manufacturer, Bits from Bytes in the UK and layed out the problem and what I had done to diagnose the problem. A few messages back and forth to clarify my findings and verify things for the technician ensued after which the manufacturer sent me a new hot section of the extruder and pointed out where I could find the instructions to disassemble and reassemble the extruder portion.
I installed the new hot section on extruder #1 and after a few false starts managed to get everything going again and low and behold the extruder was now fully operational.
All this effort took about a month which diverted me from the locomotive build project. As I mentioned I also had a number of time consuming personal issues that forced me to halt the project. I also encountered one of my old nemesis problems with the print while trying to build the firebox section of the boiler.
Initial Attempts To Build The Firebox Section
Since the 3D printer was able to build the relatively large boiler sections previously, I felt that it should be possible to build the firebox as well. The firebox is quite different however from the essentially round sections done previously. The bottom is rectangular in cross section and that portion juts out in front of the round upper section. This means that the 3D printer would build a relatively large support structure for the round section. Another issue is that the firebox rear is not at a right angle and has a hole for the firebox door.
Basic shape of the firebox section, less rivet detail
The initial rough design used internal 45 degree walls to support the back wall to eliminate the need for supports. This was done to reduce print time. This configuration would have used nearly a half-spool of plastic and taken some 84 hours to print according to the Axon 2 build code builder program. This was excessive so further work was done on the design to reduce material.

Firebox section with rivet detail
Before doing the reduced material configuration the rivet detail was done on the base design. This resulted in enormous design and build file sizes and even more build time. I wasn't intending to use this configuration anyway.

Modified Firebox design to save material and print time
The interior of the design was carved out to reduce the use of material. A big contributor was the separation of the rear panel to a separate print effort. The design is nearly five inches wide, five inches tall and seven inches long. It would be stood up on the front for printing.
Rear panel of revised Firebox design
The rear panel of the improved design has flanges to simplify alignment during assembly. It also has the firebox door opening. It is about five inches wide by six inches tall.
Attempts at Printing the Firebox
I had no luck printing the large firebox part standing up. The raft and support portions lifted of the 3D printer platform early on due to the very large size and prevented continuation of printing.
Raft and Support after failure to adhere to the printer platform
The jagged strands of material and a thick blob at the top of the circle occurred when the raft/support separated from the platform before I noticed the problem. The ruler gives an idea of the size of the item. In the past round rafts for the prior boiler sections remained attached and provided a base for the large round sections to be built without problems. Not so this time. I also tried printing in other directions with no luck.

An attempt to print a side wall before the printer was repaired
The side wall above highlighted the feed problem before the printer was repaired. In this case the black material was being printed by extruder #1. It would feed only a fairly small amount and then stop feeding.

Another attempt to build the side wall when the extruder stopped feeding
All the rafts lifted on the long flat structures. The author has experienced this problem before and went to building long items vertically. That was done in the firebox case as well, however the very large raft lifted away.
The author is now planning to break up the firebox into smaller pieces and glue them together after build. This will result in joint lines but cannot be avoided.
No comments:
Post a Comment